
One of the most important aspects of any beverage company is the packaging of its fragile products. This is why case packers have become integral machines to the efficiency and security of beverage packaging and shipping.
If you’d like to learn more about case packers and their utility, you’ve come to the right place. In this blog, we’ll explore the many advantages of case packers for the beverage industry, from their cost savings to their product protection and adaptability.
Case Packers Explained
Before we get into the many benefits they provide for the beverage industry, what are case packers? These machines automatically organize and package products into a variety of formats, including wrap-around cases, film-only, pad and film, or tray and film, for storage, transportation, or display.
Within the beverage industry, case packers streamline operations by reducing manual labor, minimizing errors, and ensuring the secure packing of bottles, cans, stand-up pouches, cartons, and many others. These machines can handle high-speed production demands and are adaptable to various packaging formats, helping manufacturers improve consistency, protect product quality, and meet the rigorous standards of distribution and retail.
The Benefits of Case Packers for Beverage Packaging
There are many advantages of case packers for the beverage industry, from their greater efficiency to their consistent and accurate packing. We’ll explore each benefit in detail to show their utility for beverage companies.
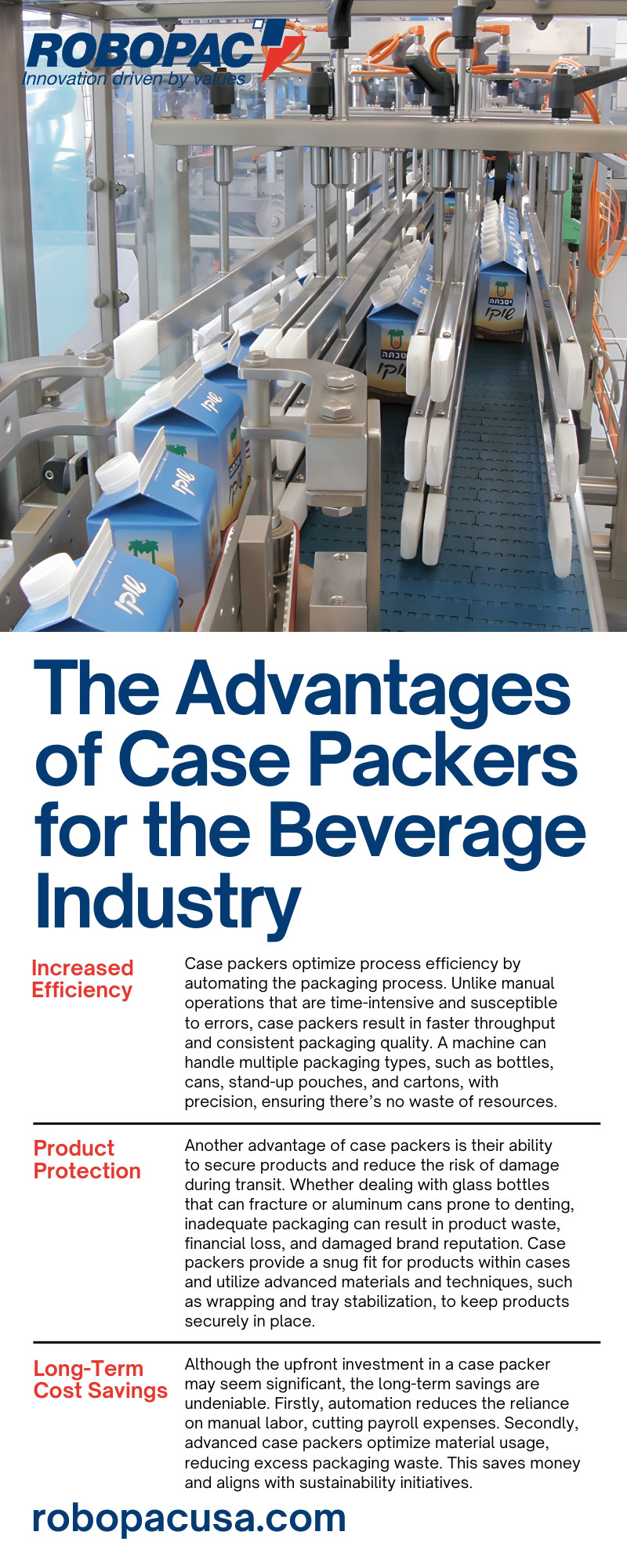
Increased Efficiency
Case packers optimize process efficiency by automating the packaging process. Unlike manual operations that are time-intensive and susceptible to errors, case packers result in faster throughput and consistent packaging quality. A machine can handle multiple packaging types, such as bottles, cans, stand-up pouches, and cartons, with precision, ensuring there’s no waste of resources.
The automation provided by case packers dramatically reduces labor hours and allows employees to focus on high-value tasks, such as system monitoring and quality assurance. This reallocation of labor decreases operational costs and improves workplace productivity.
Product Protection
Another advantage of case packers is their ability to secure products and reduce the risk of damage during transit. Whether dealing with glass bottles that can fracture or aluminum cans prone to denting, inadequate packaging can result in product waste, financial loss, and damaged brand reputation. Case packers provide a snug fit for products within cases and utilize advanced materials and techniques, such as wrapping and tray stabilization, to keep products securely in place.
Wrap-around case packers, for example, allow for multiple packaging formats, including film-only, pad-and-film, and wrap-around cases, providing customizable options to meet diverse production needs. By investing in a case packer that prioritizes product protection, beverage companies can ensure that their goods arrive intact and market-ready.
Long-Term Cost Savings
Although the upfront investment in a case packer may seem significant, the long-term savings are undeniable. Firstly, automation reduces the reliance on manual labor, cutting payroll expenses. Secondly, advanced case packers optimize material usage, reducing excess packaging waste. This saves money and aligns with sustainability initiatives.
Another key cost-saving aspect is the durability and low-maintenance nature of modern case packers. Longevity and features that minimize downtime are hallmarks of Robopac USA’s industrial wrapping machines, for example. With easy changeovers and quick troubleshooting support, these packers ensure smooth operations with minimal disruptions.
Flexibility and Adaptability
Businesses that handle a variety of product sizes and packaging types will benefit from case packers because they offer exceptional flexibility and adaptability. With customizable settings and adjustable configurations, these machines can quickly adapt to different bottles, cans, or cartons, reducing downtime and ensuring smooth operations. This allows beverage companies to meet changing market demands and introduce new product lines without numerous equipment changes.
Consistent and Accurate Packing
With automated case packers, beverage companies can rest assured that they’ll always deliver consistent and accurate packing. These machines uniformly pack every case to minimize the risk of damaged products. This consistency improves the overall quality of packaging and guarantees customer satisfaction, as retailers and consumers receive pristine beverages every time.
Reduce Material Waste
Case packers limit material waste by precisely measuring and handling materials. Optimizing the use of packaging materials produces minimal waste during the packing process. As a result, beverage companies can cut costs and move toward more sustainable practices, aligning with the growing demand for eco-friendly solutions in the industry.
Worker Safety
Automating the packing process with case packers significantly improves worker safety in the beverage industry. These machines eliminate the need for manual handling of heavy cases, reducing the risk of injuries from repetitive tasks or lifting. Modern case packers also come with safety features to prevent accidents, creating a safer work environment while maintaining high levels of efficiency.
Exploring Types of Case Packers
Now that you understand the many benefits of case packers, all that’s left is to decide which is ideal for your packing process. Choosing the right case packer for your beverage operation requires understanding the types available and their specific benefits.
Wrap-Around Case Packers
Wrap-around case packers are advanced machines that form a case by wrapping flat cardboard around the product. They provide a snug, secure fit according to the product’s dimensions. These machines are highly versatile, accommodating a wide range of product shapes and sizes, making them particularly popular in the beverage industry for packaging cans, bottles, and other containers. Their precision makes them a go-to solution for businesses looking to enhance packaging consistency and minimize waste.
Combination Packers
The food and beverage industry demands a variety of packaging requirements due to the product and distribution requirements. Machines like the Prasmatic TCS Series can handle multiple packaging styles with ease, including shrink bundling, tray-and-lid packaging, and wrap-around cases. With this machine, companies can adapt to changing packaging needs without investing in multiple machines.
Shrink-Wrappers
Shrink-wrappers use heat-shrinking plastic film to tightly secure products, creating a durable and compact bundle. These machines are best for bundling items like cans, bottles, or multipacks, providing stability during transport while maintaining clear visibility of the products inside the package. Shrink-wrapping also offers an added layer of protection against dust and moisture. This machine is a practical solution for industries prioritizing product cleanliness and presentation.
Packing Machine Integration With Existing Systems
A major concern when upgrading to new automation equipment is ensuring seamless integration with existing production lines. Fortunately, modern case packers feature user-friendly control systems and versatile configurations that can adapt to varying line layouts.
Robopac USA’s case packers come with advanced technological features, such as Allen Bradley components, to provide seamless integration. These machines can easily synchronize with upstream production systems, reducing bottlenecks and maintaining smooth operations. The machine’s intuitive interfaces also allow operators to manage and adjust settings with minimal training so businesses can reap the benefits of automation quickly.
Robopac USA’s Case Packing Solutions for Beverage Companies
If you’re interested in upgrading your packing process, Robopac USA is here to help. Learn more about our packing machines online or by contacting our staff to speak with an expert today.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}